咨詢熱線:137-7080-0051
咨詢熱線:137-7080-0051

137-7080-0051
sjwait.com
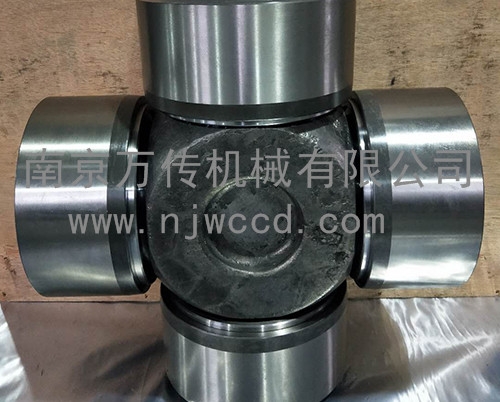
十字軸萬向節聯軸器一般安裝有要求注明是熱裝,其方法就是半聯軸器軸孔放入高閃點的油中進行油浴加熱或焊槍烘烤,也有的用烤爐來加熱,裝配現場多采用油浴加熱和焊槍烘烤。油浴加熱能達到的溫度取決于油的性質,一般在200℃以下。至于輪轂實際所需的加熱溫度,可根據輪轂與軸配合的過盈值和輪轂加熱后向軸上套裝時的要求進行計算。
聯軸器有鍵聯接和法蘭聯接兩種。鍵聯接一般分為鍵槽聯接和花鍵槽聯接以及夾緊式鍵槽聯接。常用的是普通鍵槽聯接,有鍵連軸器在裝配時,應注意由于鍵的裝配不當引起輪轂與軸不同軸。齒輪連軸器溫差裝配法大多采用加熱的方法,冷卻的方法用的比較少。正確安裝應該使鍵的兩側面與鍵槽的壁嚴密貼合,一般在裝配時用涂色法檢查,配合不好時可以用銼刀或鏟刀修復使其達到要求。鍵上部一般有間隙,約在0.1-0.2mm左右。高速旋轉機械對于輪轂與軸的同軸度要求高,用單鍵聯接不能得到高的同軸度,用雙鍵聯接或花鍵聯接能使兩者的同軸度得到改善。
1.十字軸定位螺絲固定:兩個定位螺絲間隙90º對所固定的軸進行鎖緊,傳統的固定方式,由于螺絲的前端與軸心接觸,可能會造成軸心的損傷或拆卸困難。
2.聯軸器夾緊螺絲固定:利用內六角螺栓擰緊的力量,使狹縫收縮,而將軸心緊緊夾持住。這種方式固定及拆卸方便,而且不會造成軸心的損壞,是一種很常用的固定方式。
3.聯軸器鍵槽型固定:適合高扭矩的傳動,為防止軸向滑動,通常與定位螺絲固定和夾緊螺絲固定并用。
4.聯軸器D字孔固定:通常情況下,如果電機的軸是成D字型,如果定位螺絲無法固定的情況下,可以將聯軸器的孔處理成對應電機軸大小的D型孔,配合定位螺絲固定,就不用擔心打滑了。
5.萬向節脹緊套固定:通過擰緊凌斯聯軸器端面的四顆定位螺絲壓迫帳套方式脹緊固定,適用于一些扭力大的步進電機和伺服電機的聯結固定,如脹套膜片聯軸器、脹套梅花聯軸器、脹套波紋管聯軸器,脹套聯軸器等。